Что такое 3Д принтер и как он работает

Зачем это нужно?
В нашу повседневную жизнь все уверенней входит услуги аддитивных технологий: 3d моделирование и 3d печать. Давайте разберемся что это такое и как оно работает.

В современных условиях услуги 3д печати позволяют создать в кратчайшие сроки детали и узлы механизмов без применения дорогостоящих пресс форм в случае единичных экземпляров или мелкосерийного производства. 3д печать позволяет не только ускорить время изготовления деталей, но перед изготовлением дорогостоящей оснастки для производства большой партии изделий оценить получаемое изделие. Кроме того 3д печать придет на помощь не только на производстве, но и в быту - например сломалась шестеренка в любимом кухонном комбайне, а в продаже её нет и тут на помощь приходят аддитивные технологии. Для создания презентаций различных устройств или объектов 3д печатные модели самый лучший способ показать как будет выглядеть готовое изделие в реальности с возможностью потрогать его руками и осмотреть со всех сторон.
Пример шестерни напечатанной на 3д принтере взамен сломанной.

В стоматологии тоже набирает обороты производство протезов с использование 3д печати, что не только ускорят изготовление, но сокращает для пациентов время потраченное в кресле стоматолога на подгонку изделий.
Как это происходит?
Само название аддитивные технологии говорит само за себя. В процессе печати 3д модель делится на слои которые постепенно в процессе печати накладываются друг на друга. Это может происходить как в виде: когда расплавленный пруток например пластика через тонкое сопло рисует слой за слоем спекая их между собой объемную фигуру в случае FDM печати.
FDM (Fused Depsition Modelling) — технология трехмерной печати, при которой построение объекта идет за счет расплавления нити пластика, которая через экструдер подается на рабочую поверхность. Была разработана американской компанией Stratasys в 1988 году.
Представляете себе процесс выдавливания крема для торта из кулинарного шприца? Если да, то вы легко поймете этот метод: “печатающая” головка выдавливает жидкий материал слой за слоем, перемещаясь свободно как в плоскости слоя, так и по вертикали. Технология была изобретена в конце 80-х годов Скотом Крампом
Другим вариантом печати является послойная засветка с отверждением ультрафиолетовым светом специальной смолы.
DLP (Digital Light Processing, Direct Light Projection) — печать изделий путем полимеризации фотополимерных смол при ультрафиолетовом облучении. Метод основан на свойстве фотополимерных смол затвердевать при ультрафиолетовом облучении. Подвижный рабочий стол 3D-принтера погружается в емкость с жидкой смолой. На фотополимер направляется поток света из ультрафиолетового DLP-проектора. Конфигурация светового потока определяется зеркалом или линзой и соответствует форме слоя изделия. Тончайший слой смолы под воздействием света затвердевает (полимеризуется). После построения одного слоя рабочий стол перемещается на высоту, равную толщине этого слоя. Затем на уже твердеющем слое формируется следующий слой. Процесс повторяется до готовности изделия. В дальнейшем его подвергают финальной засветке УФ-лампой для полного отверждения.
LCD (Liquid Crystal Display) — печать изделий путем полимеризации фотополимерных смол при ультрафиолетовом облучении. Технология процесса идентична методу DLP. Разница в том, что поток УФ-излучения здесь генерируется светодиодной матрицей, а его конфигурация, соответствующая форме слоя изделия, определяется LCD-дисплеем.
Есть так же способ послойной печати на порошке связующим веществом.
3DP (Three-Dimensional Printing) — струйная трехмерная печать. Этот метод сочетает порошковую и струйную печать. Исходный материал — гипсовый, полимерный, песчаный или металлический порошок — наносится тонким слоем на рабочий стол и разравнивается. Печатная головка разбрызгивает связующее вещество (бесцветный клей, вода или специальная смесь) по площади сечения первого слоя изделия согласно цифровой модели. Слой закрепляется, рабочий стол опускается на толщину слоя и цикл повторяется. Готовое изделие обжигается для выжигания связующего вещества.
CJP (Color Jet Printing) — цветная струйная печать, разновидность метода 3DP.
На рабочий стол наносятся тонкие слои порошкообразных исходных материалов. Затем на них выборочно разбрызгивается связующий полимер. Этот полимер является разноцветным, что позволяет создавать красочные и насыщенные цветом готовые изделия. Исходным материалом служат термопластики с различными механическими свойствами — гибкостью, прочностью, упругостью и другими.
Еще одним вариантом является плавка или спекание порошка
SLS (Selective Laser Sintering) — селективное (выборочное) лазерное спекание. Исходный материал — мелкодисперсные порошки из керамики, металла, стекла, пластика (нейлон, полистирол). Порошок наносится на рабочий стол, разравнивается и спекается лучом лазера высокой мощности в твердый гомогенный слой. Слои последовательно наращиваются и спекаются, формируя единое целое изделие.
В быту наибольшее распространение получили FDM - для печати расплавленным прутком и DLP (LCD) для печати отверждаемыми фотополимерами.
Какие пластики бывают
Для печати по технологии FDM чаще всего используются прутки в бобинах диаметром 1,75 мм или 2,85 мм которые называют филаментом (англ. filament «нить»).

Кроме того пластик разделяется по типам:
ABS (акрилонитрилбутадиенстирол) — ударопрочная техническая термопластичная смола, получаемая из нефтепродуктов.
Один из самых популярных пластиков для 3D-печати. ABS-пластик более гибкий, чем PLA, и хорошо поддается обработке. Напечатанное изделие можно отшлифовать, покрыть грунтом, а в дальнейшем – акриловой краской. Обработка ацетоном позволяет сгладить характерную для 3D-печати неровности («ступеньки»).
Благодаря высокой прочности ABS-пластик подходит для печати конструктивных элементов, корпусов, элементов механизмов.
Ранее был одним из самых популярных материалов для 3д-печати. Как правило печать идет на подогреваемой платформе с температурой 90-110°С и температурой плавления пластика в экструдере 220-250°С
PLA-пластик (полилактид, структурная единица которого - молочная кислота)
В области домашней 3D-печати PLA-пластик является признанным лидером. Несмотря на то, что PLA довольно часто сравнивают с ABS, их технические характеристики заметно отличаются.
Одна из главных отличительных особенностей PLA это то, что им легко печатать. PLA имеет более низкую температуру печати, нежели ABS. PLA минимально деформируется при изменении температуры в отличие от ABS. Еще одно значительное преимущество PLA-пластика - отсутствие неприятного запаха в процессе печати.
PLA является самым экологически чистым пластиком. Натуральное природное сырье в составе PLA-пластика позволяет без угрозы для здоровья человека применять его для различных целей.
В каких случаях стоит использовать PLA-пластик?
По сравнению с другими типами нитей 3D-принтера PLA отличается хрупкостью, поэтому избегайте его использования при изготовлении предметов, которые могут быть согнуты, скручены или упакованы повторно, например, в телефонах, игрушках с высоким износом или ручек для инструментов. Также не стоит использовать PLA для печати изделий, которые впоследствии будут подвержены высоким температурам, поскольку PLA имеет тенденцию к деформации при температуре 60 ° C или выше. Для всех других применений PLA отлично подойдет. Обычно пластик используют для печати игрушек с низким уровнем износа, деталей прототипов и контейнеров.
Температура печати ка правило 190-230°С. Подогреваемая платформа не выше 70°С
Watson (SBS - стирол бутадиен сополимер)
Watson (SBS - стирол бутадиен сополимер) - прочный, пластичный и термостойкий пластик. Самый популярный пластик для прототипирования, создания светопропускающих изделий, инженерных и механических приложений. Так как Watson почти прозрачен, он идеально подходит для печати плафонов светильников, прототипов прозрачной посуды, бутылок и т.д.
Модуль упругости Watson гораздо меньше, чем у ABS, напечатанные детали получаются более гибкими, а нить не обломится и не оборвется при печати даже если будет подаваться в экструдер под углом в 90 градусов.
Температура экструдера: 230-260°С, температура стола: 60-100°С;
PETG – это износостойкий сополиэфир (комбинация).
PET означает полиэтилентерефталат, а G говорит о том, что он модифицирован гликолем для большей долговечности. Прочный материал, исключительно крепкий и без запаха при печати.
PETG лучше еще и потому, что он прекрасно противостоит различному воздействию со стороны окружающей среды. Материал характеризуется стойкостью к растворителям, ветру, дождю, ультрафиолету. Поэтому PETG может использоваться для наружных работ и изготовления предметов, которые будут использоваться на улице. PETG отличается прозрачностью, что позволяет создавать эстетичные модели.
Также PETG совместим с пищевыми продуктами, и может без проблем контактировать с ними.
Но у PETG также есть недостатки. В сравнении с ABS и PLA материал является более гибким, что в некоторых случаях может стать проблемой. Также материал подвержен внезапному разрушению, натяжению, как и любой другой на основе текстиля.
Температуры печати аналогичны АБС.
Кроме вышеуказанных типов пластиков есть различные типы мягких резиноподобных материалов флексов Bflex, BFGummy.
Есть аналоги нейлона BFNylon и других типов пластика.
Процесс печати
Как правило всем пластикам для печати для печати на 3д принтере нужна подогреваемая платформа. На платформе размещают стекло или зеркало с нанесенным специальным слоем клея улучшающим прилипание пластика к ней. Самыми популярными средствами улучшающими агдезию являются специальные лаки или клей карандаш типа "Каляка маляка"
При печати на горячей платформе пластик очень прочно прилипает к ней, а при остывании дает небольшую усадку и с легкостью отделяется от нее.
В процессе печати производится перемещение печатающей головки и стола с платформой в 3х плоскостях. Пластик подается специальным механизмом в разогретый до рабочей температуры экструдер и вытекая через сопло наплавляется слой за слоем образуя 3д печатную модель.
Пример 3д печати можно посмотреть на видео
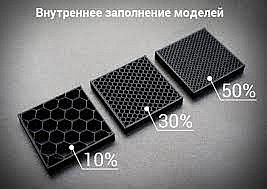
Отличительной чертой 3д печати является возможность создания деталей с неполным заполнением пластиком. Так при подготовке печати в программе слайсере для экономии можно указать какой коэффициент заполнения будет у печатаемой детали внутри.
На этом пока все, в следующей статье мы разберем каике типы кинематики (механики) бывают у 3д принтера.



0 комментариев